")

نام فایل : مجموعه پارت های سایدورک (2)
نرم افزار موردنیاز : سالیدورک
توضیحات
تصاویر پارت های موجود در این فایل آموزشی
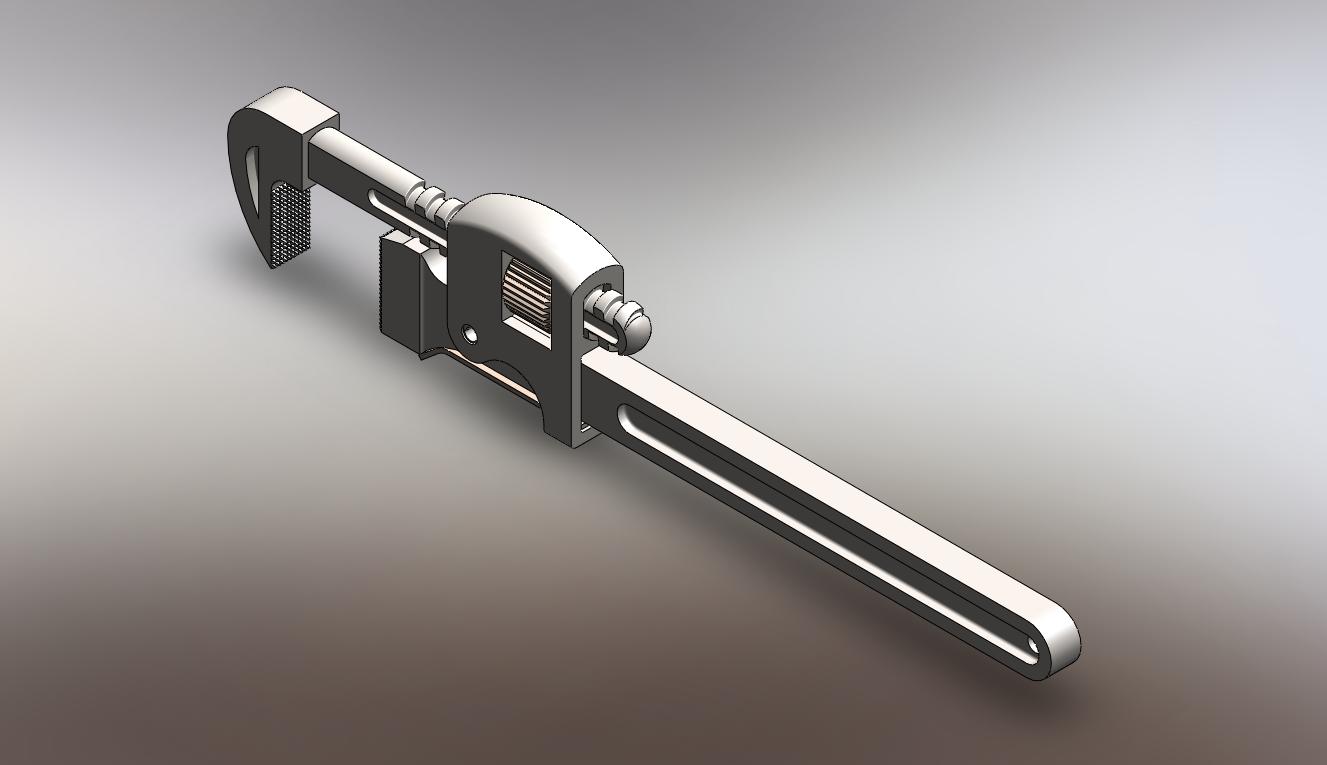


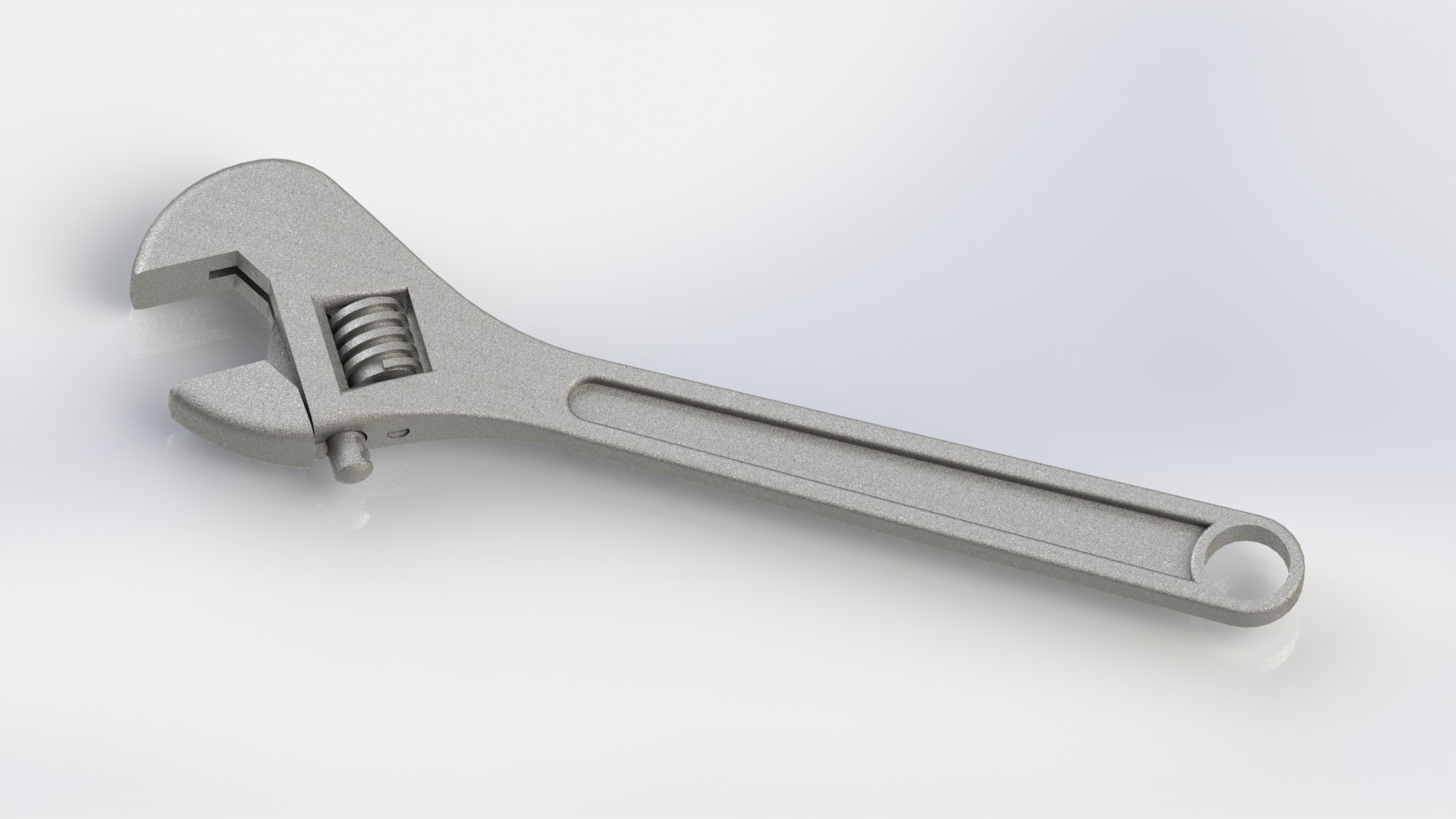




مجموعه پارت های سایدورک (2)
نام فایل : مجموعه پارت های سایدورک (2)
نرم افزار موردنیاز : سالیدورک
توضیحات
تصاویر پارت های موجود در این فایل آموزشی
")

این فایل حاوی جزوه آموزشی مهندسی فاکتورهای انسانی (کارخانه پارت لاستیک) می باشد که به صورت فرمت PDF در 50 صفحه در اختیار شما عزیزان قرار گرفته است، در صورت تمایل می توانید این محصول را از فروشگاه خریداری و دانلود نمایید.
فهرست
مقدمه
شرکت پارت لاستیک
ارگونومی در شرکت پارت لاستیک
وضعیت بدن در حین بلند کردن بار
درصد فشار روی مهره های کمر
حمل دستی بار
وسایل جابجایی بار
اثرات سر و صدا و راهکارهای آن
ایستاده کار کردن اپراتور
مزایای نشستن
آنتروپی
نور و تاثیرات آن بر کار کردن افراد
تهویه
تصویر محیط برنامه



بررسی نقش ارزیابی عملکرد در افزایش کار آیی کارکنان پارت سازان 77 ص


مشخصات این فایل
عنوان: شرکت پارت پلاستیک خراسان
فرمت فایل :word(قابل ویرایش)
تعداد صفحات : 44
این مقاله درمورد شرکت پارت پلاستیک خراسان می باشد.
معرفی قطعه
باک بنزین به شماره فنی YG20254341 و گلویی به شماره فنی 9610526380 در خودروهای پژو 405 ، سمند و پژو پارس مورد استفاده قرار می گیرد. جنس اکثر قطعات باک و گلویی گریدی از پلیمر سنگین HDPE است. گنجایش این باک حدود 73 لیتر می باشد که دارای مزایای عمده ای نسبت به نمونه های فلزی است. اجزاء تشکیل دهنده باک و گلویی عبارتند از:
بدنه اصلی باک :
- سوپاپ بخارات (خود دارای چهار قطعه مجزا می باشد که عبارتند از اورینگ، درپوش، توری و شناور)
- رابط گلویی و باک
- سرشلنگی باک (کوچک و بزرگ)
- مهره پلاستیکی .....(ادامه دارد)
تولید باک :
در ابتدا موارد اولیه بصورت نور و بازیافتی به سمت معین و مشخصی با یکدیگر MIX شده، توسط فشار هوا وارد Fuel tank می شود. در این مرحله توسط سیستم Blow moulding، مواد بصورت خمیری شکل به جلو رانده شده وارد قالب می گردد. روی اکسترودر (extruder) هیترهایی تعبیه شده که مواد را تا 200 درجه سانتی گراد گرم نموده و همچنین فن هایی وجود دارد که در صورت افزایش دما، بیش از حد انتظار، دما را کنترل کرده و پایین می آورند و وقتی به حد مطلوب رسید، به طور اتوماتیک خاموش می شوند. تمام مراحل تولید باک توسط monitoring کنترل می شود. اعم از فشار، دما، موقعیت و ... سپس باک تولیدی بر روی میز Flash قرار گرفته تا پلیسه ها و زائدات آن گرفته شود. سپس توزین شده و بر روی دستگاه Cooling Fiyture قرار می گیرد تا با سیستم هوا .....(ادامه دارد)
موارد مخاطره آمیز :
نشانه ها یا علائم مرتبط با سیستم تنفسی : ذرات بسیار کوچک این رزین می تواند باعث تحرک سیستم تنفسی گردد. اگر به این رزین بیشتر از 235 درجه سانتیگراد گرما داده شود ممکن است مقداری بخار یا دود ایجاد شود که باعث تحریک نواحی تنفسی می گردد موجب سرفه کردن و تنفس تنگی می شود.
تماس با پوست : چنانچه پوست با مواد داغ تماس داشته باشد، موجب سوختگی ناشی از حرارت می گردد.
تماس با چشم : ذرات ریز ممکن است باعث تحریک مخاط چشمی شود.
خوردن مواد : پلی اولفین ها از نظر بیولوژیکی بی اثر و خنثی هستند .....(ادامه دارد)
نام آزمون : استحکام قطعات جوش شده گلوئی
هدف آزمون : این آزمون جهت حصول اطمینان از مقاومت قطعات جوش شده به گلوئی (کپسیتور، سرشیلنگی، مستقیم، کلگی) نسبت به نیرو ترتیب داده شده است.
ملزومات آزمون: دستگاه نیرو سنج، رابط های نگهدارنده قطعات جوش شده
روش آزمون:
ابتدا نمونه بست مورد نظر را به کمک ابزار بر روی نیرو سنج فیکس می شود.
سپس به کمک نیروسنج نمونه مورد نظر کشیده می شود تا جایی که نیروهای بیشتر از 20dan بر روی بست اعمال شود.
توجه : قطعات می بایست در برابر حداقل نیروی 20 دکانیوتن مقاومت کند. .....(ادامه دارد)
روش آزمون :
ابتدا توسط یک وسیله اندازه گیری مناسب از قبیل کولیس ابعاد قسمتهای مورد نظر در قطعه را اندازه گیری نمایید (بهتر است محل هایی از قطعه را اندازه گیری نمایید که کاربردی هستند مثل قطر خارجی شیلنگ خور درپوش، قطر خارجی قطعه درپوش، ارتفاع قطعه و ... )
توجه 1 : این تست در شرایطی انجام می شود که سوپاپ بخارات بر روی باک نصب شده باشد.
توجه 2 : قطعه پیش از اندازه گیری باید حداقل 2 ساعت در حرارت C 2 ,±23 قرار گرفته باشد.
پس از نشانه گذاری قطعه آزمون به مدت 10 روز در شرایط پیر سازی با بنزین قرار داده می شود. .....(ادامه دارد)
مقدمه
معرفی قطعه
1- مواد اولیه :
2- تجهیزات تولید :
3- تجهیزات جانبی تولید :
4- قطعات تولیدی :
فرآیند تولید :
1- تولید باک :
2- گلویی :
(II)
اجزاء Blow mould :
I) اکسترودر Extruder :
II) Die :
III) Mould :
3- مسئولیت :
4- شرح نگهداری :
1- موارد مخاطره آمیز :
2- اقدامات ضروری در هنگام آتش سوزی :
اقدامات فنی :
لوازم و تجهیزات اطفاء حریق :
3- خطرات احتمالی :
4- سنجش و بررسی پرت های اتفاقی :
ریختن روی آب :
5- به کارگیری و انبار کردن :
انبار کردن :
خواص فیزیکی و شیمیایی :
اطلاعات عمومی :
5- مدارک و مستندات مربوطه :
6- مراجع :
ضمائم :


فر مت وورد
61 صفحه
فهرست مطالب
عنوان صفحه
مقدمه 1
دانستنیهای فنی خودروهای انژکتوری 2
دانستنیهای عمومی خودرو 3
انژکتور چیست و سیستم انژکتوری چگونه کار می کند 4
اجزاء تشکیل دهنده سیستم سوخت رسانی انژکتوری 7
ECU و سیستم جرقه زنی اتومبیل 11
AIR BAG 11
انواع سیستم های جرقه زنی پلاتینی 13
شبکه مالتی پلکس بر روی خودرو های پژو 19
عیب یابی 22
یاتاقان 31
سیستم خنک کاری 33
سیستم روغنکاری 35
تعویض روغن جعبه دنده 37
آچار کشی میل گاردان 39
لنت ترمز 40
تکمیل روغن جعبه فرمان 43
روغنکاری شانه فرمان 44
صداهای غیر عادی از اتومبیل 44
یاتاقان می زند 46
استارت صدا می دهد 48
صدای گاردان 49
سوت کشیدن ترمز 50
مقدمه :
تعمیرگاه پارت پراید در شهرستان قزوین خیابان میرزا کوچک خان – روبیروی آهن فروشی اره چی قرار دارد این تعمیرگاه از سال 1372 تاسیس گردیده .
بعد از گذشت چندین سال که از افتتاح این مکان می گذرد الان به یکی از مجهزترین تعمیرگاه های موجود در این مکان شده است و به دلیل این که قدمت زیادی نیز دارد مشتریان بسیار زیادی دارد و مهم ترین کار این تعمیرگاه کار بر روی ماشین پراید و رنو و پژو 206 می باشد که کلیه مراحل تعمیراتی این ماشین ها در خود این کارگاه انجام می شود .
در این تعمیرگاه چند نفر تکنسین مکانیک بودند که از شرکت سایپا و ایران خودرو مدرک گرفته بودند و شارژ کولر خودروهایی که کولر دار بودند نیز در این کارگاه انجام می شد .
و بنده به عنوان کارآموز در این کارگاه مدت 240 ساعت کارآموزی خود را پشت سر گذرانده و نیز در این مدت کارهایی که در سوله و کارگاهای مکانیک دانشگاه انجام داده بودیم و یه صورت تئوری سر کلاسهای درس خوانده بودیم به صورت عملی انجام داده و این دوره بسیار آموزنده و تاثیر گذار بر روی آموزش دانشجویان فنی می باشد که امیدوارم همه دانشجویان این مدت را به عنوان مهمترین واحد دوره درسی دانسته و از همه امکانات مکان کارآموزی و نیز سعی و تلاش خود برای افزایش دانسته های خود و کامل نمودن مدت درس خوانده در دانشگاه باشند و نه فقط به عنوان گذراندن 2 واحد درسی و گرفتن نمره باشند باشد .
دانستنیهای فنی خودروهای انژکتوری :