دانلود با لینک مستقیم و پر سرعت .

لینک پرداخت و دانلود *پایین مطلب*
فرمت فایل:Word (قابل ویرایش و آماده پرینت)
تعداد صفحه56
بخشی از فهرست مطالب
مقدمه:
شرکت صنایع ماشین های الکتریکی جوین(جمکو)از شرکت های تابع سازمان گسترش و نوسازی صنایع ایران می باشد که در سال 1369 به منظور رفع نیاز صنایع مختلف در زمینه ماشین های الکتریکی تاسیس گردید.این کارخانه در زمینی به مساحت 250 هکتار با زیر بنایی حدود 6000 متر مربع و با 8 کارگاه تولیدی ساخته شده است.شرکت جمکو بواسطه کادر متخصص و مجرب خود وتجهیزات و ماشین آلاتی که در اختیار دارد امکان طراحی، ساخت،تست وتعمیر انواع الکتروموتور و ژنراتور در ایران را دارا می باشد تولیدات جمکو شامل انواع الکتروموتورهای 3فاز صنعتی از 15 کیلو وات به بالا مطابق با استاندارد iec می باشد وکلیه تست های لازم طبق استاندارد های معتبر جهانی و با تجهیزاتی پیشرفته امکان می پذیرد.تولیدات شرکت جمکو با ظرفیت 1200 مگاوات در سال معادل 12680 دستگاه الکتروموتوروژنراتور می باشد.
کلیاتی در مورد تحقیق
برای تهیه این تحقیق و گزارش فعالیت هایی انجام شد که به طور مختصر به آنها اشاره می کنیم.
در ابتدا اطلاعات موجود از کارگاه های مختلف شرکت به منظور آشنایی با این بخش ها مطالعه و بررسی شد واطلاعات فوق به منظور تخمین میزان تولید نامی سالانه در هر محصول به همراه مشخصات فنی قطعات تولیدی از Bom استخراج شد، سپس به زمان سنجی ماشین آلات موجود و ضریب عملکرد و محاسبه زمان استاندارد تولیدات قطعات پرداخته شد و تعداد ماشین آلات مورد نیاز برآورده شد.
در فصل دوم به معرفی محل کارآموزی و طرح ایجاد کارخانه تولید ماشین های الکتریکی جوین(جمکو) پرداخته شد.
JEMCO:Jovain Electrical machines Industries company))
تولیدات شرکت جمکو با ظرفیت 1200MW در سال معادل 12680 دستگاه الکتروموتور و ژنراتور در انواع مختلف شرح داده شد.
در فصل موضوع کارآموزی مورد بررسی قرار گرفت و مراحل ساخت الکتروموتور در شرکت جمکو شرح داده شد و فعالیتهای انجام شده در تمامی کارگاه های این شرکت اعم از سالن 180،170،160،150،140،130،120،110 به اختصار بیان شده و در فصل مراحل مختلف انجام موضوع کارآموزی و گزارش های تکمیلی کارگاه های موجود در این شرکت به همراه فعالیت هایی که در هر کارگاه انجام می شود با ذکر جزئیات تشریح شد.
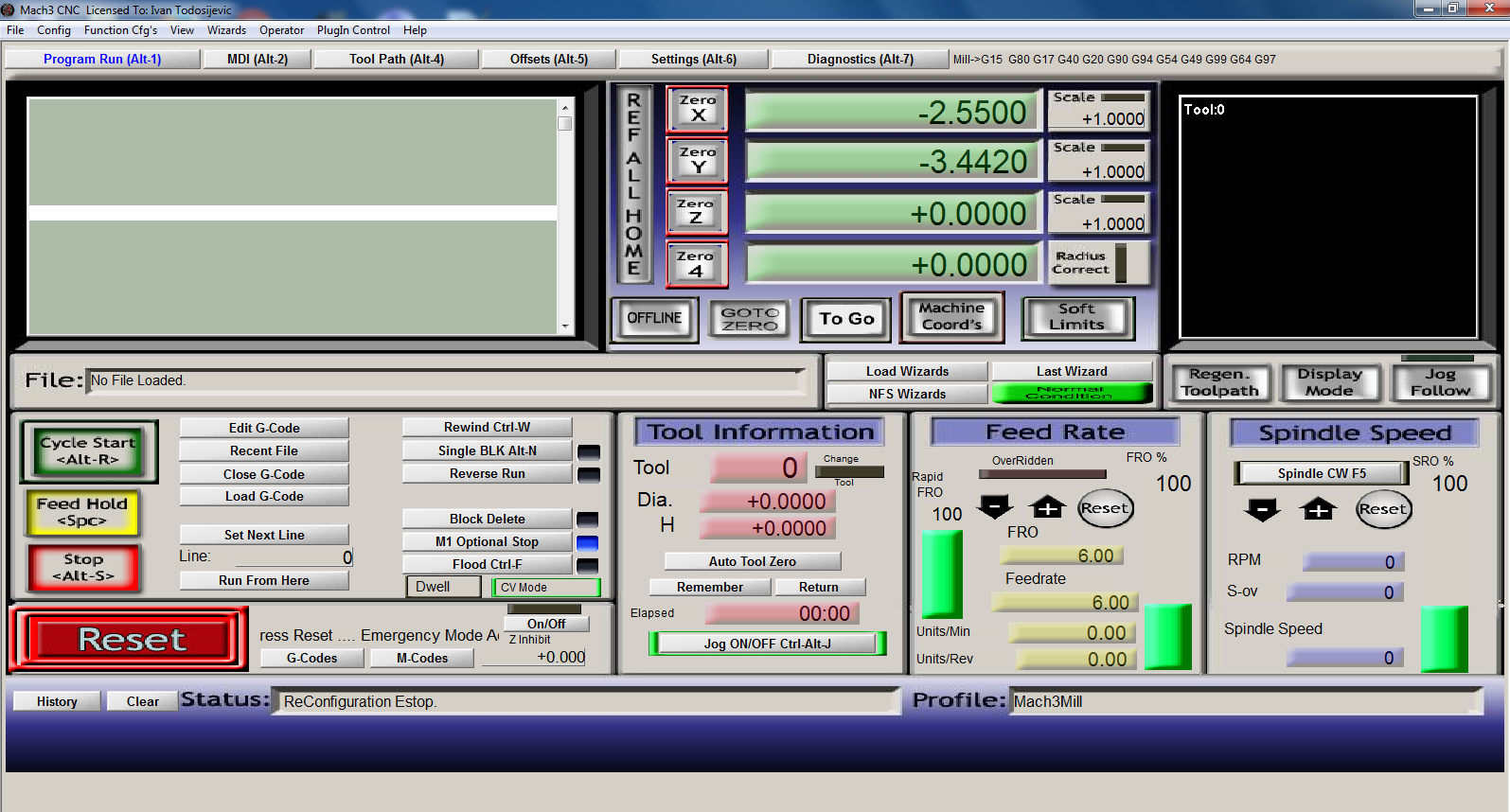
همچنین در فصل آخر این تحقیق برنامه نویسی و اپراتوری یکی از دستگاه های CNC با کد D48 که در سالن 130 قرار دارد بیان شده است به گونه ای که اطلاعاتی درباره برنامه نویسی و کار با دستگاه فرزCNC که غالبا" جهت تراشکاری پوسته می باشد بصورت کامل آورده شده است.امید است مورد استفاده مطالعه کنندگان قرار گیرد.
وظیفه کاری و زمان در یک سال:
شیفت کاری ماشین آلات کارگاه برای تولیدات زیاد،3 شیفت و برای تولیدات کم،2 شیفت در نظر گرفته می شود.
زمان کاری در یک سال:
طبق قرارداد، یک سال دارای 365 روز می باشد زمان کاری برای تجهیزات در یک سال در ازای 312 روز 8ساعته،یک شیفت کاری 2496 ساعت،2 شیفت کاری 4992 ساعت و3 شیفت کاری 7488 ساعت می باشد.(26روز دریک ماه و 8 ساعت در هر شیفت)
زمان کاری موثر(26 روز دریک ماه و 7 ساعت در هر شیفت)و در یک سال 6552 ساعت برای 3 شیفت می باشد.
زمان کاری در یک سال برای یک کارگر 2496 ساعت می باشد.
محاسبه زمان استاندارد تولید برای هر قطعه:
برای محاسبه زمان استاندارد تولید برای هر قطعه از روابط زیر استفاده می شود:
زمان نرمال
درصد اضافات مجاز
ضریب عملکرد
میانگین زمان مشاهده
زمان استاندارد
محاسبه ضریب عملکرد:
فرد نرمال به کسی می گویند که از نظر جسمانی، ذهنی،هوش، تجربه و کارائی نرمال بوده و بتواند از تجهیزات و وسائل به نحو مناسب استفاده کند.با این مقدمه میتوان گفت که محاسبه ضریب عملکرد فرآیندی است که در طی آن زمان سنج عملکرد شخص مشاهده شونده را با عملکرد شخص نرمال که زمان سنج انتظار آن را دارد مقایسه می کند، ضریب عملکرد به 5 روش قابل محاسبه است:
1- روش سیستم اجرای کار
2- روش مهارت- تلاش
3- روش وستینگهاوس
4- ضریب عملکرد بر اساس هدف
5- روش سیستم مصنوعی
اضافات مجاز یا تلرانس ها
اضافات مجاز مدت زمانی است که برای استراحت های معقول و اجتناب ناپذیر اپراتور و همچنین وقایع احتمالی در نظر گرفته می شود.
اضافات مجاز را به 4 گروه تقسیم می کنند:
1- اضافات مجاز ناشی از احتیاجات شخصی
2- اضافات مجاز ناشی از خستگی
3- اضافات مجاز ناشی از دیر کرد
4- اضافات مجاز ناشی از سیاست های مدیریت
برآورد تعداد ماشین های مورد نیاز:
جهت محاسبه تعداد ماشین موردنیاز به 4 گزینه نیاز داریم:
1- تعداد قطعه ای که توسط ماشین در بازه زمانی موردنظر تهیه می شود.(n)
2- زمان موردنیاز برای تولید آن قطعه (t)
3- ضریب عملکرد ماشین (u)
4- زمان کل در دسترس (T)
تعیین ضریب عملکرد ماشین:
در تعیین ضریب عملکرد به 2 زمان نیاز داریم:
1- زمان از کار افتادگی ماشین در بازه زمانی موردنظر
2- زمان اماده سازی و تنظیم هر ماشین در هر بار استفاده
با توجه به اطلاعات اخذ شده از واحد نگهداری و تعمیرات و ناکافی بودن آنها،مقدار 85% که معمولا" در طراحی ها استفاده می شود، در نظر می گیریم.طبق رابطه زیر تعداد ماشن آلات محاسبه می شود.
N= n*t u*t
معرفی محل کارآموزی
طرح ایجاد کارخانه تولید ماشینهای الکتریکی جوین (جمکو)
JEMCO:Jovain Electrical machines Industries company))
یکی از طرحهای دهگانه وزارت صنایع سنگین سابق بود که در سال 1369 ابلاغ شد و در سال 1372 بر اساس تبصره بودجه به سازمان گسترش و نوسازی صنایع ایران منتقل شد تا از منابع داخل آن سازمان انجام شود . سیاست مقام محترم وزارت در سال 1369 این بود که این طرحهای بزرگ با مشارکت خارجی انجام شود و به همین منظور مجری طرح، 5 کارخانه صاحب تکنولوژی از کشورهای مختلف را دعوت به همکاری کرد و نمونه هایی را دریافت کرد و آنها را مقایسه و در نهایت با یک کارخانه از کشور چین ، نهایی شد .سهم مشارکت ایران در این پروژه 66 درصد و سهم طرف خارجی 34 درصد بود.
کارخانه در کیلومتر 45 جاده اسفراین ، در دشت جوین از توابع شهرستان سبزوار، در منطقه ای به مساحت 250 هکتار و 000/60 متر مربع زیر بنای صنعتی و خرید و نصب 3000 تن تجهیزات کارخانه ای ، به همراه 6 کارگاه تولیدی و 2 کارگاه پشتیبانی احداث شده است . هدف از اجرای این کارخانه ، ایجاد یک خط تولید ، برای تولید انواع الکتروموتورهای آسنکرون سه فازه است. کارخانه با امکانات و تجهیزات مدرن بهمراه مهندسین و تکنسین های ماهرو با تجربه ، مجهز شده است . از این رو امکان انجام اعمالی از قبیل طراحی، ساخت ، تست، تعمیر و نگهداری ماشینهای الکتریکی سنگین را دارد . تولیدات شرکت منطبق بر استانداردهای IEC است که انواع مختلفی از موتورها و ژنراتورهای الکتریکی صنعتی سه فاز با توان خروجی بین kw 15 تا kw 2000 را شامل می شود. تولیدات شرکت جمکو با ظرفیت Mw 1200 در سال معادل 12680
دستگاه الکتروموتور و ژنراتور در انواع زیر می باشد:
دامنه قدرت(KW)
تعداد قطب
اندازه فریم
نوع
90-15
6-4-2
280-180
موتورهای فشار ضعیف 380 ولت قفس سنجابی سری YD
450-75
6-4-2
400-315
موتورهای فشار ضعیف 380 ولت قفس سنجابی سری YU
2000-220
8-6-4
560-355
موتورهای فشار قوی 6000 ولت قفس سنجابی سری YH
1800-220
8-6-4
560-355
موتورهای فشار قوی 6000 ولت رتور سیم پیچی شده سری YR
1600-220
8-6-4-2
560-400
موتورهای فشار قوی 6000 ولت COPACT سری YJS
1600-220
8-6-4-2
560-450
موتورهای فشار قوی 10000 ولت COPACT سری YJS
160-09/0
8-6-4-2
315-63
موتورهای ضد انفجارفشار ضعیف تحت لیسانس CENI فرانسه و CEMP ایتالیا
تا 10 مگاوات
8-6-4-2
-
موتورهای ضد انفجار فشار قوی با همکاری لوهر آلمان
1250-35
6-4
-
ژنراتورهای سنکرون بدون جاروبک 400 ولت سری DKBH
همچنین این شرکت در طراحی انواع الکتروموتور با شرکت های زیمنس (Siemens)آلمان، چمپ (Cemp) ایتالیا و (CEN) فرانسه همکاری دارد.
فعالیت جدی این شرکت از سال 80 آغاز شده است . در این مدت طرحهای توسعه بسیار خوبی در زمینه کنترل کیفیت و همچنین دریافت استانداردهای مورد نیاز، داشته است . در سطح شهرستان سبزوار یکی از بهترین واحدهای صنعتی است . این شرکت توفیقهای بسیار برجسته ای در تولید الکتروموتورهای با ولتاژ بالا را دارد با بررسیهای بعمل آمده جزء بزرگترین شرکتهای تولید کنندة الکتروموتور در منطقه خاورمیانه است.
صنعت الکترو موتور جزء نیازهای تمام صنایع از قبیل : صنعت نفت، صنعت گاز، صنعت فولاد، صنایع غذایی، صنایع نساجی و … است حتی در صنایع مرتبط با نیازهای خانگی الکتروموتور را می بینیم .
این شرکت در راستای پیاده سازی سیستمهای تضمین کیفیت در یک بازه زمانی بسیار معقول و با همکاریهایی که با کارشناسان موسسه استاندارد داشته است ، آزمایشگاههای خود را به نحو مطلوبی تجهیز کرده است . و گواهینامه هایی را برای آزمایشگاه تست موتور از موسسه استاندارد دریافت کرده است.
در ابتدای طرح ایجاد کارخانه، مدیریت شرکت با توجه به این امر که ایجاد مرکز تحقیق و توسعه می تواند به شکوفایی و توسعه دانش فنی و همچنین انتقال بهتر تکنولوژی و دانش فنی کمک شایانی بکند، اقدام به ایجاد این مرکز کرد. این مرکز ابتدا با همکاری گروهی از اساتید دانشگاه و دانشجویان فارغ التحصیل و افراد با تجربه تشکیل شد و سپس با بررسی موضوع شروع به تعیین اهداف این مرکز کردند. اهداف عمده ای که برای تاسیس این مرکز دیده شده بود، آماده سازی و مطالعه در حول و حوش دانش فنی تولید ماشینهای الکتریکی سنگین و بستر سازی برای جذب این دانش فنی و بهینه سازی آن ودر نهایت توسعة این دانش بوده است . سازمان مهندسی شرکت ، با کادر تخصصی حدود 30 نفر در رشته های برق ، مکانیک ، متالوژی و شیمی متولی تهیه و تدوین دانش فنی مورد نیاز کارگاههای تولیدی می باشد . این مدارک در سه گروه مجزا تهیه می شود. گروه اول، گروه مهندسی محصول است که کار تهیه نقشه ها و تعیین جنس مواد و قطعات را به عهده دارند و پس از تکمیل مدارک این گروه، برای تهیه دستورالعملهای کاری به گروه تولید ارجاع می شود و در این گروه دستورالعملهای کاری شامل: OPC، نمودار فرآیند تولید، BON ، لیست مواد و قطعات و دستورالعملهای خاص هر فرآیند ، تهیه می شود.





")

